
NYE UDGIVELSER OM 3D-BETONPRINT
Denne artikel er skrevet af

Denne artikel er skrevet af

3D-betonprint ekstruderes lag-på-lag i en digital fabrikationsproces.
Foto: Teknologisk Institut3D-betonprint er en multidisciplinær teknologi, som kræver ekspertise indenfor flere områder for at kunne forstå og udnytte teknologien til fulde. Således kræves ekspertise indenfor arkitektur, bygningskonstruktion, betonteknologi og robotteknologi.
3D-betonprint adskiller sig væsentligt fra den traditionelle støbning af beton i en støbeform. I mange henseender kan 3D-betonprint bedre sammenlignes med fremstillingen af murværk. Her bygges en konstruktion op lag-på-lag i en kombination af teglsten og mørtel. I 3D-betonprint undlades dog teglstenene, og konstruktionen opbygges i stedet alene af mørtelfugerne – opbygget lagvis vådt-i-vådt.
I foråret 2024 kom der to udgivelser i form af et kapitel til Betonhåndbogen og guidelines til materialesammensætning og karakterisering fra udviklingsprojektet N3XTCON. Begge udgivelser dykker længere ned i en både kompliceret og interessant teknologi med spændende muligheder for fremtidens betonbranche.
I foråret 2024 blev der udgivet et nyt kapitel om 3D-betonprint til Betonhåndbogen. I kapitlet gives en bred indføring i teknologierne bag 3D-betonprint med fokus på muligheder og begrænsninger samt eksempler på, hvordan teknologien allerede er blevet anvendt i konkrete byggerier. Således gennemgår udgivelsen, hvordan 3D-betonprint kræver udstyr som pumpe, printdyse, robot eller digitalt styret portalkran, software til 3D-modellering af det printede (CAD) samt software til programmering af robot (CAM).
Et andet ofte diskuteret aspekt ved 3D-betonprint, som udgivelsen kommer ind på, er armeringsstrategier. Således gennemgås en række armeringskoncepter, som indtil videre er blevet afprøvet i forbindelse med 3D-betonprint. Disse inkluderer print mod/omkring armering, efterspændingskoncepter, dynamisk placering af armering i printprocessen, fiberarmering samt print af forskalling til efterfølgende traditionel armering og udstøbning.

Beton 3D-printet om traditionel armering. En gennemskæring af emnet afslører fin vedhæftning og omslutning af armeringen fra printprocessen.
Foto: Teknologisk InstitutLigeledes i foråret 2024 blev der udgivet guidelines til karakterisering og udvikling af recepter til 3D-betonprint. Disse guidelines, som fokuserer på selve materialet til 3D-betonprint, er udgivet i forbindelse med afslutningen af udviklingsprojektet N3XTCON.
Sammensætning af et materiale til 3D-betonprint er mere kompliceret end til traditionelle betonstøbninger i støbeform. Et helt særligt forhold er, at materialets egenskaber skal udvikle sig indenfor et begrænset tidsinterval – i nogle tilfælde indenfor få minutter. Dette indebærer blandt andet, at betoner til 3D-print skal designes til at være pumpbare, ekstruderbare og bygbare, hvilket kræver de rette flydeegenskaber (reologiske egenskaber) og en styret og accelereret styrkeudvikling. Der skal samtidig være en god sammenstøbning mellem printlagene, dvs. at lagene skal printes vådt-i-vådt for at undgå støbeskel.
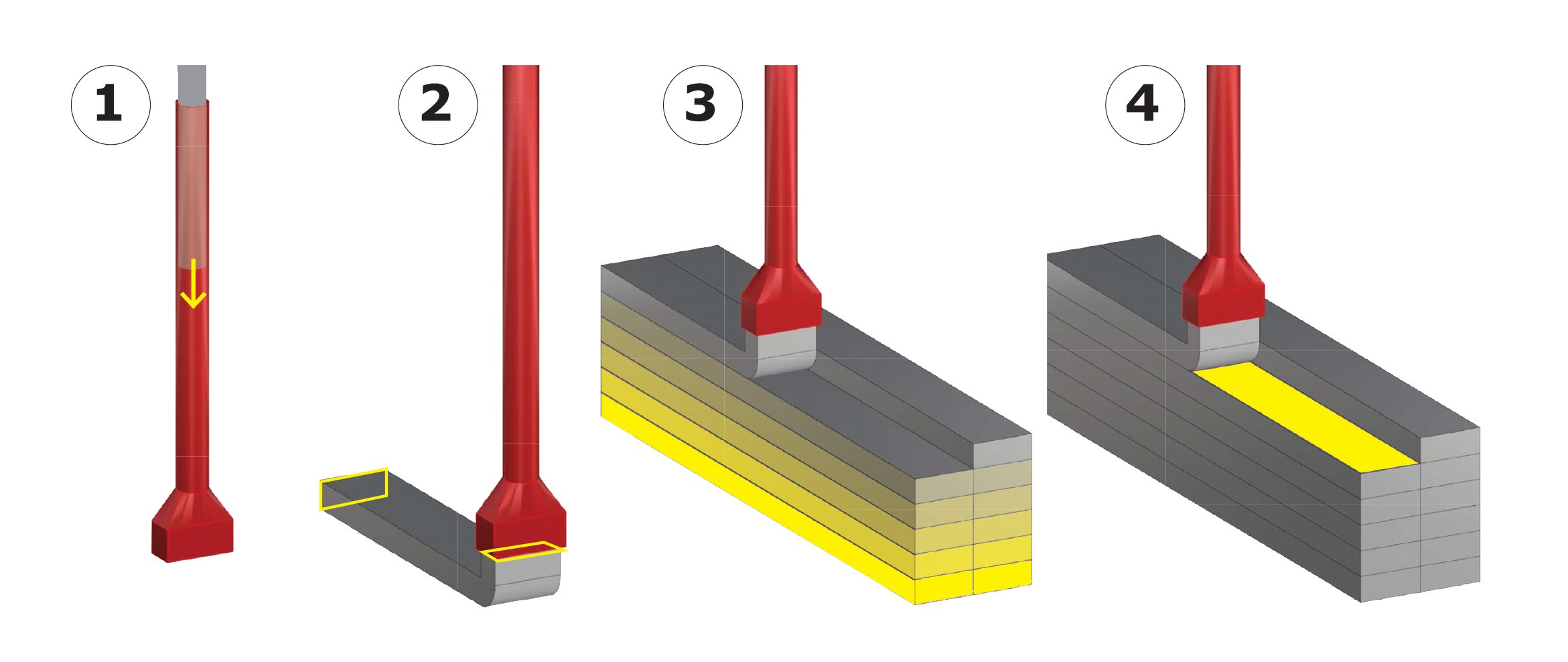
I en 3D-printproces med beton gennemgås 4 overordnede faser, som stiller forskellige krav til betonens egenskaber: 1) Pumpbarhed, 2) ekstruderbarhed, 3) bygbarhed og 4) vedhæftning.
Foto: Teknologisk InstitutTidligere blev 3D-betonprint typisk udført med pastarige mørtler, hvilket resulterer i et højere CO2-aftryk sammenlignet med konventionelle betoner. Derfor er der de senere år kommet større fokus på at opskalere til beton med partikelstørrelser i tilslaget op til 8 mm samt optimering af pastaindholdet. I udgivelsen gennemgås, hvordan der i projektet er udviklet recepter til 3D-betonprint med et CO2-aftryk som kan sammenlignes med de grønnere betontyper på markedet i dag.
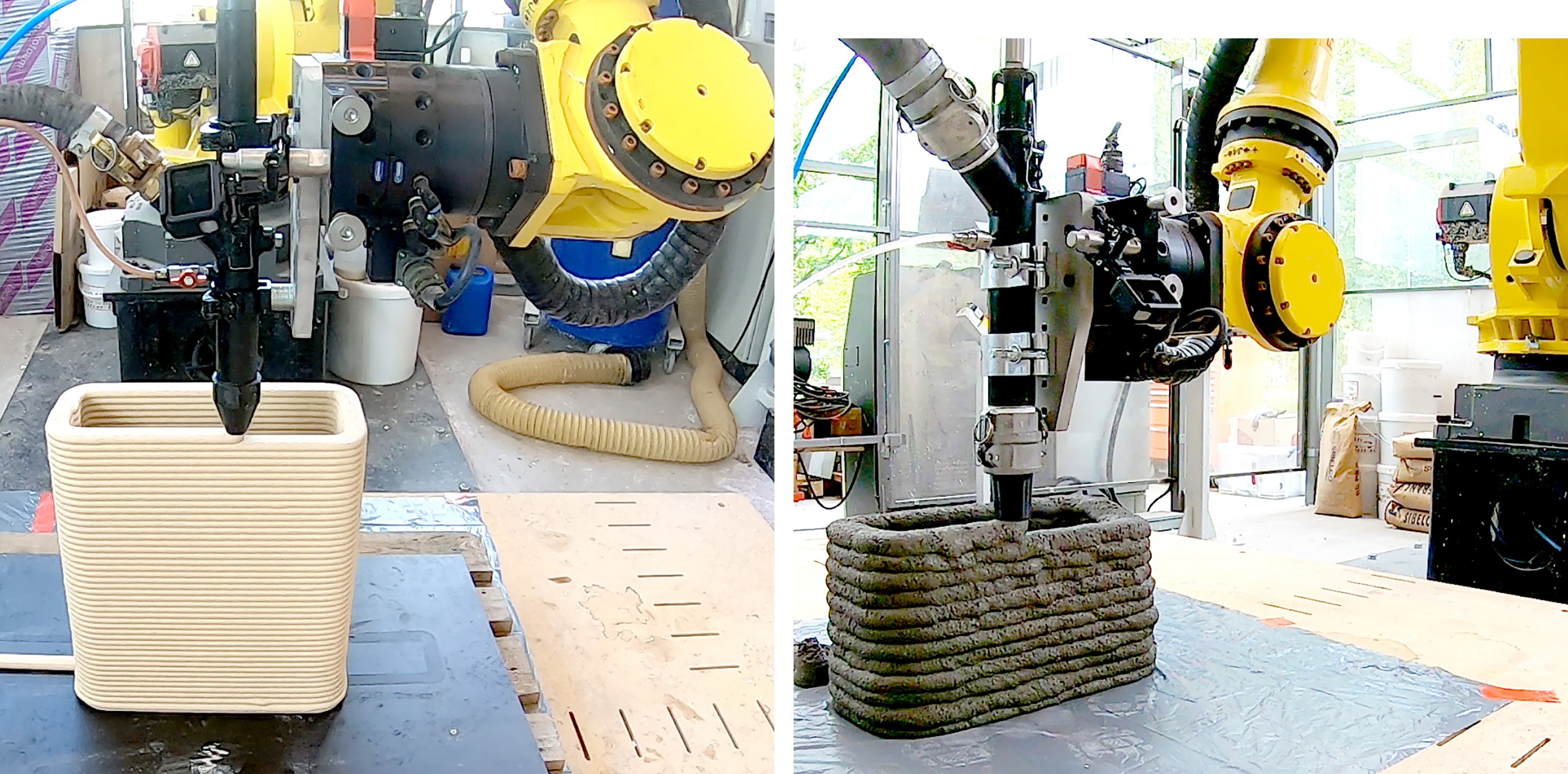
Opskalering fra pastarige mørtler (venstre) til betoner med større tilslag og optimeret pastaindhold (højre) giver reduceret CO2-aftryk.
Foto: Teknologisk InstitutUdover receptudvikling gennemgår udgivelsen også hvordan betoner til 3D-betonprint kan karakteriseres både i den friske tilstand og den hærdnede tilstand.
Hvis vi formår at udbrede og videreudvikle 3D-betonprint til en større del af byggebranchen, ligger der nogle ret interessante muligheder. Nogle af mulighederne inkluderer større frihed i formgivningen både i forhold til geometri og overflade, forbedret arbejdsmiljø, hvor de digitale maskiner gør det hårde arbejde, højere præcision, kvalitet og øget produktivitet som følge af anvendelsen af digital fabrikation samt bedre betingelser for ressourceoptimering og mindre spild idet støbeformen spares væk.
Men skal teknologien udfolde sit potentiale, er det særlig vigtigt, at den kommer til at spille en rolle i den grønne omstilling. Derfor må der fortsat arbejdes på at optimere betonsammensætningen, herunder bindersystemet så CO2-aftrykket reduceres til et minimum og konstruktionerne må optimeres, så der anvendes mindre materiale og materialerne placeres, hvor de gør mest gavn.
Er du interesseret i at høre mere, kan du kontakte Thomas Juul Andersen, tja@teknologisk.dk
Det nye kapitel om 3D-betonprint til Betonhåndbogen kan findes her: https://betonhaandbogen.dk/media/uf
Guidelines til karakterisering og udvikling af recepter til 3D-betonprint fra udviklingsprojektet N3XTCON kan findes her: https://www.teknologisk.dk/_/media/90337